هل سلالم الزنبرك والجسم أصلية أم مصنوعة حسب الطلب؟ صناعة السلالم المتحركة للنوابض صناعة السلالم المتحركة للسيارات
تقوم شركتنا CTG-parts بإنتاج وتجهيز السيارات من أي علامة تجارية بسلالم زنبركية لعدة سنوات. نقوم بتصنيع سلالم للزنبركات الأمامية والخلفية ونضمن جودتها.
للوهلة الأولى، قد يبدو أن سلم الزنبرك هو جزء بسيط تمامًا وغير ضروري، ولكن لا يمكن تسميته مجرد قضيب معدني منحني بخيط، وليس من السهل إنتاجه.
تم تصميم أبعاد هذا الجزء بحيث يمكنك الاطمئنان إلى خصائص الحمل المطلوبة.
من خلال تثبيت الزنبرك، لا داعي للقلق بشأن السلامة المرورية على الطرق الوعرة وغير المستوية. فهو يضمن السلامة عند نقل ركاب السيارة ويجعل السيارة أكثر مقاومة للاهتزازات. عند تصنيع الجزء، يتم استخدام ما يسمى بطريقة تشكيل المعدن البارد، والتي بفضلها ستخدمك السلالم المتحركة لدينا لسنوات عديدة. نحن نراقب عن كثب كل مرحلة من مراحل الإنتاج ونضمن الامتثال للقواعد والمعايير الفنية. يتم قطع الخيوط الموجودة على السلم بأعلى دقة، ويتم جعل الصامولة أطول لضمان أقصى قدر من التثبيت.
تنتج شركتنا السلالم المتحركة لأي طراز سيارة، ويمكنك أيضًا طلب إنتاج السلالم المتحركة الحصرية وفقًا لأحجامك. لماذا يجب أن تطلب سلمًا منا؟ نعم، لأن موقع شركتنا كان منذ فترة طويلة مؤسسة رائدة توفر ضمانًا وتضمن جودة قطع الغيار الموردة (المحلية والمستوردة) في جميع أنحاء روسيا.
ومن بين أمور أخرى، ونحن نضمن:
- جودة عالية لمنتجاتنا
- توصيل سريع
- مجموعة كاملة
- أكبر نطاق ممكن
- نهج فريد من نوعه
- أسعار منخفضة
- فترة ضمان الخدمة
- سهولة الطلب

للينابيع تأثير مباشر على سلامة حركة السيارة، لذا يجب العناية بها بعناية: قم بتشحيم دبابيس تثبيت الزنبرك والأوراق، والتحقق من تثبيت الجزء بجسم السيارة، وتقوية وصلة الترباس من وقت لآخر، وإحكام ربطها السلالم.
يمكنك العثور على موقعنا على الإنترنت على سلالم ذات نوابض معززة تبدأ من 100 روبل. جميع السلالم الزنبركية مصنوعة من الفولاذ عالي القوة. إذا حدث شيء ما، سيكون مستشارونا على الموقع الإلكتروني سعداء بالإجابة على جميع أسئلتك ومساعدتك في اختيار طراز القطعة المناسب لك. لدينا سلالم لخط UAZ بأكمله، للحافلات والشاحنات، لمرسيدس بنز، LIAZ وScania.
نحن أيضًا على استعداد لتقديم المساعدة للعملاء الذين يواجهون الحاجة إلى صنع سلالم نادرة أو متوقفة. سيتمكن المتخصصون لدينا من إنتاجه إذا قدمت عينة من الجزء أو الأبعاد الدقيقة.



غوست آر 51585-2000
معيار الدولة للاتحاد الروسي
نوابض أوراق السيارات
عربة
الشروط الفنية العامة
معيار روسيا
موسكو
مقدمة
1 تم تطوير وتقديم اللجنة الفنية رقم TC 56 "النقل البري"
2 تم اعتمادها ودخلت حيز التنفيذ بموجب قرار معيار الدولة لروسيا بتاريخ 10 أبريل 2000 رقم 97-st
3 تم تقديمه لأول مرة
غوست آر 51585-2000
معيار الدولة للاتحاد الروسي
نوابض ورقية للسيارات
شائعة المواصفات الفنية
نوابض أوراق السيارات. المواصفات العامة
تاريخ التقديم 2001-01-01
1 مجال الاستخدام
ينطبق المعيار على النوابض الفولاذية ذات الأوراق الصغيرة والمتعددة الأوراق * وعناصرها في مركبات السيارات (ATS): السيارات والحافلات وحافلات ترولي باص والمقطورات وشبه المقطورات.
* النوابض قليلة الأوراق مصنوعة من صفائح ذات مقاطع طولية متغيرة، والنوابض متعددة الأوراق مصنوعة من صفائح ذات مقاطع طولية ثابتة.
2 المراجع المعيارية
Fنظام التشغيل ، دان أو تشوه التسويةFنظام التشغيل , مم؛طفرة الانحناء تحت حمل التحكمحك، مم؛
صلابة الزنبرك عند حمل الاختبار C, daN× سم -1 ;
طول الربيع ل، ل'مم (الشكل)؛
طول الواجهة الأمامية للزنبرك (للينابيع غير المتماثلة)لأ، مم؛
صلابة الصفائح بعد المعالجة الحرارية HB.
المعلمات المرجعية:
عرض الربيع ب،مم (الشكل)؛
عرض نهايات الربيع، مم؛
ارتفاع الحزمة تي،مم (الشكل)؛
سهم ثني الربيع بدون تحميلح 0 مم؛
انحراف تحت حمل الاختبارFك، مم؛
انحراف تحت تسوية الحملFنظام التشغيل، مم.
الصورة 1
3.2 يتم تصنيع النوابض بعرض 45، 55، 65، 75، 90، 100، 120 ملم، والأحجام المفضلة هي 65، 75، 90 ملم.
3.3 أبعاد القطر الداخلي لبطانات الأذن المعدنيةدالخامس (الشكل) باستثناء البطانات المصممة للعمل جنبًا إلى جنب مع البطانات المطاطية والبطانات ذات التصميم الخاص المبينة في الجدول. التسامح على القطر الداخلي لهذه البطانات لا يزيد عنهو - هي 11 وفقًا لـ GOST 25346.
يجب ألا تزيد معلمة الخشونة للسطح الداخلي للبطانات المعدنية المعالجة للينابيع والدبابيس المرتبطة بها عنرع= 2.5 ميكرون حسب GOST 2789.
الجدول 1
|
الأبعاد، مم |
|||||
|
عرض الربيع ب |
|||||
|
القطر الداخلي لبطانات الأذن دالخامس |
|||||
|
ملاحظة - لا يوصى بالأبعاد المبينة بين قوسين. |
|||||
3.4 يجب ألا يزيد التسامح على القطر الداخلي للعروات الملتوية (الشكل) ذات الثقوب الآلية عن IT11، وبالنسبة لأقطار العروات ذات السطح غير المعالج، يجب ألا تتجاوز الانحرافات 0.5 مم أو ±0.25 مم.
3.5 أبعاد البراغي والمشابك المركزية موضحة في الملاحق و.
4 المتطلبات الفنية
4.1 يجب أن تتوافق النوابض الجاهزة وعناصرها مع متطلبات هذه المواصفة القياسية وأن يتم تصنيعها وفقًا لوثائق التصميم المعتمدة بالطريقة المحددة. يجب أن تكون النوابض مصنوعة من الفولاذ الزنبركي المدلفن على الساخن وفقًا لـ GOST 14959 أو المواصفات الفنية (TU) للصلب المعتمدة بالطريقة المحددة. يوصى باستخدام الفولاذ المحتوي على الفاناديوم.
4.2 تم تركيب فئتين من الينابيع:
الأول - من شريط ملفوف عالي الدقة من الفولاذ الزنبركي عالي الجودة لنوابض السيارات والحافلات وحافلات ترولي باص؛
الثاني - من الشريط المدلفن ذو الدقة العادية أو المتزايدة لنوابض الشاحنات والمقطورات وشبه المقطورات.
يمكن تصنيع نوابض الحافلات وحافلات الترولي باص، المصنعة باستخدام صفائح النوابض من الشاحنات، وفقًا للفئة 2.
4.3 يجب معالجة الأوراق بالحرارة.
يجب أن تكون صلابة الصفائح 363 ... 444 HB. في هذه الحالة، يجب ألا يتجاوز الفرق المسموح به في قيم الصلابة لجميع صفائح الزنبرك المحددة في وثائق التصميم 65 غ. في حالة استخدام أنواع خاصة من المعالجة الحرارية (على سبيل المثال، الحرارة عالية التردد)، يجب أن تمتثل الصلابة لمتطلبات وثائق التصميم.
4.4 يجب أن تكون أسطح الصفائح المعالجة بالحرارة، بما في ذلك جوانب حوافها، وحواف أطراف الصفائح، وحواف الثقوب المثقوبة في الصفائح، خالية من التشققات، والشقوق، والتجاويف، والخدوش الباردة، والشقوق، والتقطيعات في الأماكن حيث تمت معالجة الصفائح ميكانيكيًا ونشأت عيوب ميكانيكية أو معدنية أخرى، مما يقلل من متانة الزنبرك.
بالاتفاق مع مطور وثائق التصميم، يُسمح بشرائح مفردة يصل طولها إلى 20 مم من نهاية الصفائح (باستثناء الصفائح الرئيسية) إلى عرض شفة المقاطع غير المتماثلة.
4.5 تتعرض أسطح صفائح الزنبرك التي تعمل بالتوتر إلى تصلب السطح (التقشر بالرصاص، وما إلى ذلك). يوصى بإخضاع صفائح النوابض الورقية الصغيرة للتقشر في حالة إجهاد.
4.6 يجب ألا يتجاوز عمق الطبقة الكلية منزوعة الكربنة (الفريت + المنطقة الانتقالية) للألواح المعالجة حرارياً العمق المسموح به للطبقة منزوعة الكربنة من النوابض المدرفلة قبل المعالجة الحرارية وفقًا لـ GOST 14959. يُسمح بزيادة عمق الطبقة منزوعة الكربون في الأماكن الخاضعة للتدفئة الثانوية. بالنسبة للألواح المصنوعة من الفولاذ المحتوي على الفاناديوم، يُسمح بتقليل محتوى الكربون في الطبقة السطحية (1.5% من سماكة اللوح) بما لا يزيد عن 20%، ومحتواه في القلب ومحتوى المارتينسيت المقسى ذو الحبيبات الدقيقة. أو ترستومارتينسيت بنسبة لا تقل عن 80%.
4.7 يجب ألا يتجاوز شكل الهلال للألواح المعالجة حرارياً (الشكل) القيم الواردة في GOST 7419.
الشكل 2
4.8 لتقليل شكل الهلال، يُسمح بالتسوية الباردة للألواح المعالجة بالحرارة التي يزيد طولها عن 800 مم، بشرط ضمان المتانة المطلوبة للينابيع، والتي يتم تحديدها أثناء اختبارات عمر المقعد.
4.9 يجب أن يتجاوز القطر الاسمي للفتحة المركزية القطر الاسمي للمسمار المركزي بما لا يزيد عن 0.5 مم. يجب ألا تتجاوز الانحرافات في أبعاد الثقب على طول أصغر قطر 0.5 مم، بينما تبدأ عملية صنع الثقب المركزي (الختم، وما إلى ذلك) من جانب سطح شد الورقة. على جانب السطح الممتد للورقة، يوصى بعمل ثقب بنصف قطر انحناء 2-4 مم أو بشطب 1-2 مم.
4.10 يجب ألا يتجاوز الحد الأقصى لانحرافات الثقب المركزي وتثبيت البثق من المحور الطولي لتناظر ورقة الزنبرك 1 مم لعرض الورقة 90 مم شاملاً و1.4 مم لـ 100 مم أو أكثر. يجب ألا يكون للسحب المخصص لتثبيت الصفائح في الجزء المركزي من الزنبرك انحراف عن المحور الطولي لتناظر الصفائح الزنبركية بأكثر من 1 مم. إذا كان هناك اثنين من البثق، فإن مجموع انحرافاتهما في اتجاهات مختلفة عن المحور الطولي للورقة لا يزيد عن 0.3 مم.
يتم تحديد الانحرافات في طول الأوراق ذات الأطراف المرسومة في وثائق التصميم.
4.14 يجب أن يمنع تثبيت البطانات في الأذنين الزنبركية دورانها وإزاحتها المحورية بالنسبة للأذنين أثناء التشغيل.
4.15 يجب ألا تزيد التفاوتات العمودية على محور الأذن الزنبركية مع جلبة مضغوطة، والتي يتم قياسها على مسافة 250 مم من المستوى الطولي للزنبرك، عن 3.0 مم في المستوى الأفقي و4.0 مم في المستوى الرأسي ( شكل ).
بالنسبة لأنواع خاصة من المعالجة الحرارية، يتم ضبط حمل الترسيب في غرفة التصميم.
4.19 قبل تجميع الزنبركات، يتم تشحيم أحد الأسطح المجاورة للصفائح بمادة تشحيم من الجرافيت وفقًا لـ GOST 3333. عند استخدام طلاء خاص مضاد للتآكل على الصفائح أو الفواصل بينها، قد لا يتم تشحيم أسطح الصفائح.
1.2 - بسمك اسمي يصل إلى 8 مم شاملاً؛
2.0 » » » » سانت. 8 إلى 16 ملم شاملة؛
2.8 » » » 16 ملم.
بالنسبة للصفائح ذات السماكات المختلفة، تعتبر القيمة الاسمية هي القيمة الأصغر.
يجب أن تقل الفجوة تدريجيًا مع ابتعادها عن منتصف الطول. مع فجوة يصل طولها إلى 75 مم، يتم تحديد نهاياتها بمقياس محسس 0.05 مم أو مقابل الضوء؛ للأطوال التي تزيد عن 75 مم - بمقياس استشعار 0.3 مم.
يتم تحديد الفجوة بين الحاجز (التراكب) والألواح الرئيسية، وكذلك في المنطقة التي يتم فيها تثبيت العين العلوية، في وثائق التصميم.
4.22 يجب أن تتلامس أوراق النوابض الورقية الصغيرة فقط عند التثبيت المركزي من خلال الفواصل (إن وجدت) وفي أطراف العمل. في بقية فصل الربيع، يجب أن تكون الفجوة بين الأوراق لأي تشوه 1 مم على الأقل.
بالنسبة للينابيع من الدرجة الثانية والينابيع من الدرجة الأولى ذات الأطراف المرسومة، يُسمح بزيادة انحراف ذراع الانحراف تحت حمل التحكم إلى ±10 مم، مع مراعاة الفرز اللاحق للينابيع إلى مجموعتين بالحجم. يجب ألا يتجاوز الفرق في قيم ثني الزنبرك تحت الحمل في كل مجموعة 10 مم. لا يُسمح بتركيب نوابض من مجموعات مختلفة على نفس السيارة.
لا يجوز فرز النوابض التي يتم توفيرها كقطع غيار فقط إلى مجموعات.
4.25 للحماية من التآكل، يتم طلاء الينابيع وفقًا لمتطلبات GOST 7593.
بالنسبة لنوابض سيارات الركاب المصممة بعد 01/01/2001، يوصى بالطلاء بالألواح.
يجب أن تكون الينابيع الورقية الصغيرة مطلية بالأوراق.
4.26 تنطبق على كل ربيع:
العلامة التجارية للشركة المصنعة؛
علامة التحكم الفني؛
تعيين مجموعة الحجم (إن وجدت)؛
تاريخ الإصدار (الشهر والسنة)؛
علامة المطابقة (عند توفيرها كقطع غيار) وفقًا لـ GOST R 50460.
يتم تحديد مكان العلامة التجارية وطريقة تعيين مجموعات الحجم في وثائق التصميم. يوصى بتنفيذ العلامة التجارية على أحد المشابك الزنبركية.
1 - موقف الحد من التحقيق. 2 - مقياس العمق
الشكل 4
4.27 يجب أن يتوافق مورد الينابيع مع عمر خدمة السيارة قبل الإصلاحات الرئيسية عند التشغيل في ظل ظروف الفئة الأولى من التشغيل وفقًا لـ GOST 21624. في حالة عدم إجراء إصلاح شامل لمقسم الهاتف الآلي الكامل، يجب أن تكون مدة الخدمة 50% على الأقل من مدة الخدمة الكاملة.
معيار الحالة المقيدة للزنبرك هو استبدال صفائح الزنبرك متعدد الأوراق ثلاث مرات واستبدال الزنبرك قليل الأوراق لمرة واحدة، بالإضافة إلى الهبوط (انخفاض غير قابل للاسترداد في سهم التحكم من انحراف الزنبرك) بأكثر من 20% من تشوه الزنبرك عندما يتغير الحمل من ثابت إلى الحد الأقصى (الملحق).
5 أنواع الرقابة والاختبار
5.1 تخضع النوابض للأنواع التالية من التحكم والاختبار:
مراقبة القبول
اختبارات مقاعد البدلاء النهائية والدورية المنقذة للحياة؛
اختبارات الشهادات؛
مراقبة الجودة الواردة.
5.2 التحكم في القبول للامتثال لمتطلبات هذا المعيار ووثائق التصميم
5.2.1 فحوصات فحص كاملة للتأكد من اكتمالها، والتجميع الصحيح، وجودة قفل الوصلات الملولبة، وغياب التلف الميكانيكي، وحالة الطلاء الواقي ووجود مادة التشحيم.
5.2.2 التحكم الانتقائي يتحقق من الأبعاد الخطية، وصلابة الصفائح، وسمك الطبقة منزوعة الكربنة، وجودة تصلب السطح (تقشر النار، وما إلى ذلك) والتشوه أثناء اضطراب التحكم، وعمودية محور الأذن الزنبركية مع الضغط. في جلبة المحور الطولي للربيع في الاتجاه العرضي، توجد فجوات بين الأوراق. يتم تحديد حجم العينة في وثائق التصميم لنوابض محددة.
5.3 يتم عرض نطاق وتكرار اختبارات مقاعد البدلاء النهائية والدورية لدورة الحياة في الملحق.
5.4 عند إجراء اختبارات الاعتماد، يتم تقديم نوابض من نفس الحجم القياسي بكميات لا تقل عن 3 قطع. و دينار كويتي.
تخضع النوابض للفحص الخارجي ويتم التحكم في أبعادها وخصائص الحمل.
وفي هذه الحالة يتم التحقق من الأبعاد الهندسية التالية:
طول الزنبرك والواجهة الأمامية (للينابيع غير المتماثلة) (،،، )؛
إزاحة الأوراق في الجزء الأوسط وفي الأطراف ()؛
الفجوات بين الأوراق وفي نهايات الأوراق (،)؛
أقطار الأذن.
يتم تحديد خصائص التحميل التالية:
التشوه المتبقي () ؛
سهام زنبركية منحنية تحت حمل التحكم ()؛
تصلب الربيع ().
5.5 يقوم المستهلك بمراقبة الجودة الواردة للدفعات الواردة من الينابيع للامتثال لمتطلبات هذا المعيار وفقًا لـ GOST 24297. للفحص والقياس والاختبار الخارجي، يتم عمل عينة بنسبة 1% من مجموعة النوابض (على ألا تقل عن 5 قطع). تخضع ما لا يقل عن 10٪ من صفائح النوابض المختارة لاختبار التحكم في الصلابة، وللتحقق من عمق الطبقة منزوعة الكربون - 4٪. (ولكن ليس أقل من 3 قطع).
5.6 إذا كان زنبرك واحد على الأقل من عدد الزنبركات المختارة للاختبار لا يتوافق مع متطلبات هذه المواصفة القياسية، فسيتم إجراء إعادة الاختبار على عدد مزدوج من الزنبركات من الدفعة الخاضعة للرقابة. نتائج إعادة الفحص نهائية وتنطبق على الدفعة بأكملها.
ملحوظة – يعتبر الحزب :
لدى الشركة المصنعة عدد من الينابيع التي تحمل الاسم نفسه (المصنعة وفقًا لنفس الرسم)، والتي يتم تقديمها في نفس الوقت للتحكم؛
يمتلك المستهلك عدد النوابض التي تحمل الاسم نفسه (المصنعة وفقًا لرسم واحد)، والتي يتم استلامها في نفس الوقت من الشركة المصنعة وفقًا لوثيقة شحن واحدة.
6 طرق التحكم والاختبار
6.1 يتم فحص التجميع الصحيح، والاكتمال، وغياب الأضرار الميكانيكية، وجودة الطلاء وطلاء الورنيش، وكذلك وجود الطوابع والعلامات بصريًا، ويتم فحص جودة الطلاء وطلاء الورنيش بصريًا، بالمقارنة مع تمت الموافقة على عينة المراقبة بالطريقة المنصوص عليها أو وفقًا لـ GOST 7593.
6.2 يتم التحكم في الأبعاد الخطية عن طريق القياسات الخطية مع الحد الأقصى من الأخطاء المسموح بها التي يحددها GOST 8.051.
6.3 يجب فحص عزم ربط الوصلات الملولبة باستخدام مفتاح عزم الدوران.
7 النقل والتخزين
7.1 يجب أن تضمن ظروف النقل والتخزين سلامة الينابيع. يجب فصل النوابض ذات الأنواع المختلفة عند نقلها معًا.
7.2 شروط وأحكام تخزين الينابيع لدى المستهلك - وفقًا لـ GOST 15150.
8 تعليمات التشغيل
يتم تشغيل النوابض والعناية بها وفقًا لدليل تشغيل السيارة التي تم تركيبها عليها.
9 ضمان الشركة المصنعة
تضمن الشركة المصنعة مطابقة النوابض لمتطلبات هذه المواصفة القياسية بشرط التزام المستهلك بشروط النقل والتخزين والتشغيل.
يجب أن تتوافق فترة الضمان لتشغيل النوابض مع فترة الضمان لتشغيل السيارة المخصصة لها.
الملحق أ
أبعاد الترباس المركزي الربيعي
A.1 البراغي المركزية مصنوعة برأس أسطواني. يجب أن يتوافق قطر الترباس المركزي مع الشكل والجدول.
ملحوظات
يمكن استخدام 1 براغي مركزية ذات رأس سداسي. أبعاد الترباس وفقًا لـ GOST 7796 والقطر د- حسب الجدول.
2 يسمح باستخدام البراغي المركزية مع المسطحات. تم تحديد أبعاد البراغي والثقوب الخاصة بها في وثائق التصميم.
الشكل أ.1
الجدول أ.1
بالملليمتر
|
عرض الربيع ب |
ل 0 |
الحد الأدنى للطول لفي |
|||||||
|
صامولة سداسية وفقًا لـ OST 37.001.124 |
|||||||||
|
ت ** + 10 |
|||||||||
|
* التسامح h13. ** ت- سمك حزمة الورقة. ملحوظة - Xو ش- حسب الرسم. 1 و غوست 10549. |
|||||||||
ملحق ب
أنواع وأحجام المشابك الربيعية
ب.1 الأبعاد في، ب 1 و حيجب أن تتوافق المشابك الزنبركية المصنوعة من مقاطع مستطيلة ملفوفة مع تلك الموضحة في الأشكال والجداول و.
ب.3 تم تحديد أبعاد المشابك الزنبركية لسيارات الركاب والحافلات الصغيرة في وثائق التصميم. يُسمح بتركيب حشوات المشبك المطاطية (البلاستيكية).
نوع أ
الجدول ب.1
بالملليمتر
|
عرض الربيع ب |
قطر الترباس |
|||||||||||
|
ت ** + 10 |
||||||||||||
|
* يستخدم للينابيع المصممة قبل 01/01/90. ** ت -سمك حزمة الورقة. |
||||||||||||
النوع ب
الجدول ب.2
بالملليمتر
|
ت * 1 ± 2 |
|
|
تي+(18 - 25) |
|
|
ت+ (22 - 28) |
|
|
ت + (25 - 32) |
|
|
ت + (30 - 36) |
|
|
ت + (34 - 40) |
|
|
ملاحظة - الأحجام الأخرى حسب الجدول. ت* - سمك حزمة الورقة. |
|
الشكل ب.1

الشكل ب.2
الشكل ب.4
ملحق ب
(مطلوب)
منهجية تحديد مقاعد البدلاء واختبارات الحياة الدورية للينابيع
ب.1 أنواع الاختبارات ونطاقها
الشكل ب.1
ملحوظة - يعتبر الفشل عبارة عن كسر في الورقة أو ترهل الزنبرك (انخفاض في التقوس) بنسبة تزيد عن 20% من تشوه الزنبرك عندما يتغير الحمل من ثابت إلى الحد الأقصى ().
ب.1.2 يتم إجراء اختبارات دورية لحياة النوابض بغرض التحقق دوريًا من الامتثال للحد الأدنى و50% من العمر الذي تم الحصول عليه خلال اختبارات الحياة النهائية.
ب.1.3 قبل الاختبار، حدد الخاصية المرنة للزنبرك - العلاقة بين الحمل المؤثر على الزنبرك وتشوهه.
B.1.4 يتم إجراء اختبارات الحياة النهائية من قبل المؤسسة التي تنتج نوابض منتجة بكميات كبيرة في غضون ما لا يزيد عن 1.5 سنة بعد بدء الإنتاج باستخدام التكنولوجيا الأساسية ويتم تكرارها بناءً على طلب المؤسسة التي تطور وثائق التصميم أو المستهلك في حالة حدوث تغييرات في التصميم أو التكنولوجيا.
يتم الاتفاق على الموارد التي تحددها مع الشركة المطورة للمقسم الهاتفي الآلي.
ب.1.5 يتم إجراء اختبارات الحياة الدورية من قبل المؤسسة المصنعة للينابيع مرة واحدة على الأقل كل 6 أشهر.
يُسمح بإجراء الاختبارات النهائية والدورية لدى شركة تطوير التصميم.
B.1.6 تم تحديد الحد الأدنى التالي لعدد الينابيع المنتجة بكميات كبيرة والتي سيتم اختبارها، أجهزة الكمبيوتر:
15 - لتحديد اختبارات الحياة.
3- اختبارات الحياة الدورية.
ب.1.7 بالنسبة للينابيع المصنعة بكميات صغيرة، يتم تحديد نطاق الاختبار باتفاق الطرفين.
ب.2 المعدات والأدوات اللازمة للاختبار
B.2.1 يرمز إلى اختبارات الحياة النهائية والدورية، وتتكون من:
آلية تضمن الانحرافات الدورية للينابيع؛
آلية تحميل الزنبرك لخلق تشوه أولي؛
أجهزة لتغيير السكتة الدماغية.
أجهزة لتبريد الينابيع بالهواء؛
عداد دورة.
ب.2.1.1 يجب أن تحتوي الأجهزة والأدوات المستخدمة على المعلمات التالية:
دقة ضبط السكتة الدماغية ±1 مم؛
تبلغ سعة عداد الدورة مليون دورة على الأقل.
B.2.1.2 يتم تحديد قوة الحامل ونطاق الضربات والترددات الممكنة اعتمادًا على نوع النوابض التي يتم اختبارها.
B.2.2 التثبيت لتحديد الخصائص المرنة للزنبرك
B.2.2.1 يتكون التثبيت من مكبس يقوم بتحميل الزنبرك إلى القيمة رمع الامتثال للمتطلبات.
ب.2.2.2 يجب أن يشتمل التركيب على أنظمة قياس التشوه والحمل التي توفر دقة قياس تبلغ ±1%.
ب.3 تعريف وضع الاختبار
ب.3.1.1 قبل تحديد الخصائص المرنة، يتم تسوية الزنبرك وفقًا لمتطلبات وثائق التصميم.
ب.3.1.2 يتم تحديد الخاصية المرنة للزنبرك دون التضمين باستخدام السلالم ومع التضمين.
يظهر الرسم التخطيطي للاختبار على العربات المتحركة في الشكل. إذا كان هناك نهاية منزلقة، يتم ربط العربات بشكل صارم مع بعضها البعض بقضيب 1 . طول القضيبلث تساوي المسافة بين القوسين في التعليق الحقيقي . بالنسبة للينابيع ذات الأطراف المنزلقة (المخطط السفلي في الشكل)، يوصى بالتثبيت الصلب في المنتصف.
عند تحديد خصائص الزنبرك، يعتبر الحمل الأقصى هو الحمولة التي تسبب تشوه الزنبرك الموافق للحظة تشغيل محددات حركة الزنبرك في تعليق الطراز الأساسي للمركبة. بالنسبة للتوقف المطاطي الصلب، يتم تحديد إدراجها من خلال تشوه يساوي 1/3، وللأجوف - 2/3 من الارتفاع.
في حالة عدم وجود محددات، يتم تحديد الحد الأقصى للحمل بقيمة تشوه الزنبرك الذي يساوي 1.5 انحراف الزنبرك تحت الحمل الثابت.
يتم توفير البيانات المذكورة أعلاه من قبل الشركة التي تقوم بتطوير مقسم الهاتف الآلي.
ب.٣.١.٥ يتم قياس تشوه الزنبرك أثناء التحميل والتفريغ.
ب.3.1.6 بناءً على بيانات الاختبار، قم بإنشاء رسم بياني للخاصية المرنة للزنبرك (الشكل)، والذي، في مقطع ± 25 مم من الانحراف المقابل للحمل الثابت، بين خطوط التحميل والتفريغ ، ارسم خطًا وسطًا يتوافق مع الخاصية المرنة للزنبرك في حالة عدم وجود احتكاك.
1 - عصا؛ مع- الصلابة دان × سم -1
الشكل ب.2
ب.3.2 تحديد نظام اختبارات الحياة النهائية والدورية
تقدم الوقوف س،يساوي ضعف سعة تشوه الربيع.
الحد الأدنى من تشوه الربيعFص (التحميل المسبق للزنبرك)، يساوي الفرق بين تشوه الزنبرك تحت الحمل الساكنFج وسعة تشوه الربيعس/ 2 .
ب.3.2.2 يتم تحديد تشوه الزنبرك تحت حمل ثابت من الخاصية المرنة للزنبرك مع التضمين كالمسافة من المحور الإحداثي إلى نقطة تقاطع الخط الأوسط للخاصية المرنة مع الخط الأفقي المقابل إلى الحمل الساكن.
ب.3.2.3 تقدم الموقف سيتم تحديده من خلال الظروف التي يتغير فيها حجم الضغطق أ عند اختبار النوابض متعددة الأوراق المضمنة، فهي تساوي ±3000 دان× سم -2 . نوابض متعددة الصفائح يكون شدها تحت الحمل الساكن أقل من 3000 دان× يتم اختبار سم -2 في دورة نابضة، أي. عند الصفر التوتر في الربيع والسعة 3000 دان× سم -2 .
عند اختبار النوابض الورقية الصغيرة، يُسمح بسعة إجهاد تبلغ ±4500 دان.× سم -2 .
للينابيع التي يزيد توترها تحت الحمل الساكن عن 6000 دان× سم -2، يمكن تقليل سعة الجهد أثناء الاختبار بالاتفاق مع الشركة التي تقوم بتطوير مقسم الهاتف.
تقدم الوقوف ستحسب بواسطة الصيغة
أين هو التغير في الإجهاد عندما ينحرف الزنبرك بمقدار 1 سم، daN؟× سم -3 ;
مع 3 - صلابة الزنبرك في الختم تحت الحمل الساكن، daN× سم - ;
ل -معامل اعتمادا على تصميم الربيع.
للربيع غير المتماثل شبه الإهليلجي
![]()
لربيع متماثل شبه إهليلجي B.3.1.7)، دان × سم -1 .
ب.4 إعداد وإجراء الاختبارات
B.4.1 تثبيت الزنبرك على الحامل
B.4.1.1 يتم تثبيت الزنبرك بنفس الطريقة التي يتم بها تثبيته أثناء الاختبارات لتحديد الخصائص المرنة مع تضمين السلالم ().
ب.4.1.2 يجب أن تتوافق شروط تجميع الزنبرك.
B.4.1.3 يتم نقل القوى من شريط التمرير الحامل إلى موضع الزنبرك بواسطة:
للينابيع غير المتماثلة والينابيع ذات التصميمات النهائية المختلفة - من خلال جهاز محمل (قضيب التحميل، محامل التدحرج، وما إلى ذلك)، والذي يضمن الحركة الزاوية للزنبرك؛
بالنسبة للينابيع المتناظرة مع نفس تصميم النهايات، يُسمح بالارتباط الصلب بالمنزلق.
B.4.1.4 يتعرض الزنبرك المثبت على الحامل للتشوه الأولي - التحميل المسبق للزنبرك ().
ب.4.2 أثناء اختبارات الحياة النهائية للينابيع، يتم قياس ترهل الزنبرك كل 100 ألف دورة.
خلال اختبارات الحياة الدورية، يتم أيضًا قياس الهبوط للينابيع التي تم اختبارها على الحد الأدنى وعمر 50٪.
ب.4.3 أثناء اختبارات العمر الدورية، يعتبر الزنبرك قد اجتاز الاختبار إذا لم يتم ملاحظة أي أعطال قبل الحد الأدنى من العمر.
ب.4.4 يتم إبلاغ المطور بنتائج الاختبار الدوري للينابيع التي تصل مدة خدمتها إلى 50%.
ب.5 معالجة نتائج الاختبار
ب.5.1 يتم تسجيل نتائج اختبارات الحياة النهائية في بروتوكول، ويرد الشكل الموصى به أدناه.
يشير البروتوكول إلى:
عدد الدورات قبل الفشل.
أعداد الأوراق المكسورة؛
المسافة من مركز الورقة إلى نقطة الكسر؛
المسافة من حافة الورقة إلى مركز صدع التعب؛
موقع شق الكلال على سطح الشد أو الانضغاط؛
وجود احتكاك تلامسي في موقع الانهيار؛
تبلد الربيع (بيانات من جميع القياسات).
ب.5.2 بعد إجراء اختبارات الحياة النهائية ومعالجة النتائج، يتم إعداد تقرير يحتوي على:
كائن الاختبار؛
الخصائص المرنة للينابيع دون التضمين؛
الخصائص المرنة للينابيع مع الختم؛
وضع الاختبار؛
بيانات الاختبار؛
نتائج البحوث المعدنية (يتم تحديد نطاق البحث من قبل الشخص الذي يجري البحث)؛
نتائج الدراسات لتحديد أسباب الفشل.
تحليل نتائج الاختبار - تحديد الحد الأدنى و50% من الموارد؛
الاستنتاجات والعروض.
|
البروتوكول رقم __________ نوع الربيع ورقم الرسم _________________________________________________ الطول _______________ العرض ______________ عدد الأوراق ______ سمك الورقة ونوع الملف الشخصي ________________________________________________ تاريخ الصنع ورقم الدفعة _____________________________________________ تاريخ ومكان الاختبار ____________________________________________________________ شوط الوقوف _______، التحميل المسبق للربيع ___________ وتردد تذبذب الحامل عزم ربط صواميل السلم، daN× م __________________________________________
الاستنتاج (90% من الموارد، الحد الأدنى من الموارد، 50% من الموارد) ___________________________________________________________________________ ___________________________________________________________________________ المسؤول عن تحديد الحد الأدنى من الموارد ____________________________ الأحرف الأولى، اللقب المسؤول عن الاختبار _____________________________________________ الأحرف الأولى، اللقب |
|||||||||||||||||||||||||||||||||||||||||||||||
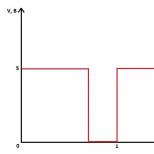
ب.5.3 يتم عرض نتائج اختبارات الحياة المحددة بيانيا في شبكة توزيع ويبل الاحتمالية (الشكل 1). يتم رسم عدد الدورات حتى الفشل الأول للينابيع (تكسر الأوراق، ترهل الزنبرك) على طول محور الإحداثي؛ يتم رسم احتمال عدم وجود أعطال تتوافق مع النسبة المئوية للينابيع غير المنكسرة لعدد معين من الدورات على طول الإحداثي محور.
لإنشاء رسم بياني، يتم كتابة البيانات المتعلقة بعمر الخدمة للينابيع التي تم اختبارها من تقرير الاختبار بترتيب تصاعدي (الجدول).
الجدول ب.1
|
الرقم التسلسلي الربيع |
|||||||||||||||||||||
يتم تحديد النسبة المئوية للينابيع غير المكسورة (احتمالية التشغيل الخالي من الأعطال) من خلال الاعتماد
![]()
أين ص- عدد الينابيع التي تم اختبارها؛
ن ط- عدد الينابيع المكسورة.
على سبيل المثال، إذا تم اختبار 15 نابضًا ( ص= 15) فإذا انقطع الربيع الخامس (ن ط = 5)
![]() = = 69.5% أي احتمالية التشغيل الخالي من الأعطال تصل إلى 201 ألف دورة للينابيع العشرة المتبقية ( ص
-
ن ط) ستكون تساوي 69.5%.
= = 69.5% أي احتمالية التشغيل الخالي من الأعطال تصل إلى 201 ألف دورة للينابيع العشرة المتبقية ( ص
-
ن ط) ستكون تساوي 69.5%.
وبالتالي، يتم رسم 15 نقطة على الرسم البياني.
يتم إنشاء خط مستقيم من النقاط التي تم الحصول عليها. إذا كان من الضروري توضيح موضع الخط المستقيم، يتم استخدام معادلة الانحدار.
لتحديد 90% و50% من الموارد، يتم رسم خطوط أفقية تقابل احتمالية عدم حدوث أعطال بنسبة 90% و50%.
المسافات في الدورات من المحور الإحداثي إلى نقاط تقاطع الخطوط الأفقية مع خط مستقيم مرسوم عبر النقاط تساوي 90٪ و 50٪ من الموارد. الحد الأدنى للموارد هو 0.75 90٪ من الموارد.
على سبيل المثال، في الشكل، الحد الأدنى للمورد هو 112.5 ألف دورة، المورد 90% هو 150 ألف دورة، المورد 50% هو 220 ألف دورة.
ب.5.4 بعد إجراء اختبارات الحياة الدورية، يتم إعداد تقرير بناءً على نتائجها. تخضع جميع النوابض التي تفشل في الاختبار لفحص المعادن. بيانات البحوث المعدنية، وتحليل أسباب عدم كفاية الموارد ومقترحات بشأن تدابير زيادتها مرفقة بالقانون. بعد اتخاذ التدابير اللازمة لتحسين نوعية الينابيع، يتم تكرار الاختبارات الدورية.
الكلمات الدالة:النوابض الورقية، السيارات، المركبات، متطلبات السلامة، المعلمات والأبعاد، الاختبار، النقل والتخزين، تعليمات التشغيل
يلتقط.يتم تنفيذ استلام المنتجات في المدن التي توجد بها فروعنا: يكاترينبرج، بيرم، تشيليابينسك، أوفا، تشوسوفوي (منطقة بيرم) ويتم تنفيذها على أساس الدفع المسبق بنسبة 100٪ من تكلفة الطلب.
التسليم عن طريق شركات النقل .يتم تسليم الطلبات من قبل شركات النقل إلى جميع مدن الاتحاد الروسي التي توجد بها محطات شركات النقل ويتم تنفيذها على أساس الدفع المسبق بنسبة 100٪ من تكلفة الطلب.
يتم تسليم الطلبات من قبل شركات النقل (المشار إليها فيما يلي باسم TC) على النحو التالي:
- يمكنك تقديم طلب على الموقع الإلكتروني أو عبر الهاتف.
- سيتواصل معك مدير المتجر الإلكتروني لتوضيح بيانات الطلب: الاسم والكمية ومدى توفر البضائع؛ شركة النقل المفضلة؛ بيانات المتصل. بعد توضيح المعلومات وفي حالة عدم وجود خلافات، يقبل المدير أمر العمل ويصدر فاتورة للدفع.
- أنت تدفع ثمن الطلب باستخدام طريقة الدفع المحددة.
- بمجرد استلام الدفع، يتم إرسال الطلب للتغليف. يتصل بك المدير ويخبرك بذلك، ويخبرك أيضًا بالوقت المقدر لتسليم البضائع إلى محطة TK.
- يتم نقل البضائع المكتملة إلى محطة مركز التسوق الذي اخترته للشحن اللاحق. يخبرك مدير المتجر عبر الإنترنت برقم إيصال الشحن من شركة الشحن، والذي يمكنك استخدامه لتتبع الشحنة.
- عند وصول الطلب إلى محطة TC في المدينة الوجهة، يتصل بك أحد متخصصي TC عن طريق رقم هاتف جهة الاتصال ويبلغك بوصول طلبك، ويعرض عليك استلام البضائع عن طريق الاستلام من فرع TC المحلي أو يحدد طريقة مناسبة وقت التسليم "إلى باب منزلك".
يمكنك استلام الطلب بشكل مستقل من فرع TK المحلي في الوقت المناسب لك، خلال فترة التخزين، أو يقوم ساعي TK بتسليم الطلب والمستندات "إلى باب منزلك" على عنوانك.
تعتمد تكلفة نقل الطلب من قبل شركة النقل إلى مدينة الوجهة على تعريفات شركة النقل المختارة، وكذلك على بعد الوجهة ويتم دفعها من قبل المشتري بشكل مستقل في وقت وصول الطلب إلى مدينة الوجهة .
التسليم إلى محطة TK مجاني. تقوم شركة TD Delta LLC بتسليم البضائع بشكل مستقل إلى محطات TC.
في حالة الشحن العاجل للبضائع من قبل شركات النقل، تقوم شركة نقل البضائع بجمع البضائع من مستودعاتنا على نفقة المشتري (بالاتفاق مع مدير المتجر عبر الإنترنت).
نقوم عادةً بشحن طلباتنا باستخدام شركات النقل التالية:
TK KIT (GTD أو حوت العنبر) https://gtdel.com/
خطوط الأعمال https://dellin.ru/
بيك https://pecom.ru/
معدل http://rateksib.ru/
الطاقة https://nrg-tk.ru/
و اخرين.